Обладнання для виробництва напівфабрикатів - пельменів
Процес виготовлення пельменів: приготування тіста і фаршу, формування, заморожування, пакування і маркування. 
Пельменний автомат – машина безперервної дії, призначена для механічного формування і виробництва пельменів з тіста та начинкою із м'ясного фаршу. Машина (рис.1) – це станина (1) зварної конструкції каркасного типу, на якій змонтовано стрічковий транспортер, що складається з привідного барабана (2) з стрічкою (3) на валу, і натяжної станції (4) гвинтового типу.
На барабани надіто прогумовану стрічку транспортера (5) з підтримуючими роликами і на ділянці штампування пельменів опорні барабани (6). Збоку транспортера встановлено два бункери з нержавіючої сталі – для завантаження тіста (7) і фаршу (8). Тісто завантажують у бункер (7), звідки воно захоплюється шнеком (9) і подається в циліндр-накопичувач (10).
Далі під тиском, створеним шнеком, тісто надходить в колектор-розподілювач (11) і у формуючий пристрій (14). Фарш з бункера (8) подається шнеком (12) в колектор (13), а потім у формуючий пристрій (14).
Формуючий пристрій – основний робочий орган пельменного автомата складається з двох трубок, в одну з яких подається тісто, в другу фарш. На кінці знаходиться кінцевий отвір, через який під тиском входить тісто у вигляді безперервної трубки. Всередину трубки подається фарш.
При виході з формуючого пристрою трубка з тіста з фаршевою начинкою всередині під дією власної ваги сплющується і у вигляді безперервної стрічки розміщується на транспортері, швидкість руху якого відповідає швидкості виходу трубки з сопла формуючого пристрою і може регулюватися.
В описаній конструкції пельменного автомата СУБ-ЗМ є три штампувальних барабани (17) і формуючі пристрої, тому під час роботи утворюється три паралельні трубки з тіста з фаршем. 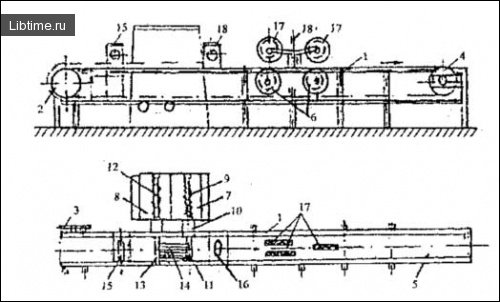
Для запобігання прилипання трубки з тіста до стрічки транспортера перед формуючою голівкою встановлено пристрій (15) для посипання борошном стрічки транспортера. Після формуючого пристрою за ходом транспортера встановлюють інший посилальний пристрій (16) аналогічної конструкції, який посипає борошном трубку з тіста, щоб вона не прилипала до штампувальних барабанів. Розхід борошна на посипання складає приблизно 20 кг на 1 т пельменів.
Трубки з тіста з фаршем всередині, знаходячись на стрічці транспортера або на підкладних лотках, надходять до штампувальних барабанів – сталевих дисків з комірками для вирізання двох рядів пельменів з однієї трубки. Під тиском ваги штампа на трубку з тіста, фарш витискається по комірках, розділювальна кромка притискає тісто наскрізь, утворюючи пельмені.
Під час пуску автомата або регулювання його роботи штампувальні барабани піднімають вверх за допомогою механізмів (18). Апарат для заморожування пельменів типу СМА-1 (рис.2) – це розбірна ізольована камера (1) розмірами 3100х2000x1650 мм, в якій змонтований ланцюговий роликовий конвеєр (2), що має через кожні 40 мм лопаті (3). Під конвеєром розміщена привідна станція (4), яка складається з електродвигуна, черв'ячного редуктора, варіатора швидкості, а також ланцюгової передачі, що приводить в рух зірочку конвеєра.
Уздовж конвеєра, впритул до нього, встановлені з обох сторін випаровувачі (5), виконані із мідних заребрених труб діаметром 16 мм. Для подачі повітря використовують відцентровий вентилятор (6) типу ЕВР-2, що приводиться в рух від другого електродвигуна. Від вентилятора ідуть повітроводи (7), розміщені перпендикулярно до випаровувачів і конвеєра так, що повітря продувається через випаровувач, охолоджується і рухаючись через конвеєр, робить три повних оберти.
Випаровувачі-повітроохолоджувачі закриті кожухами і мають піддони для збору води, утвореної під час вилучення снігової шуби за допомогою спеціальних утеплюючих пристроїв. Вода відводиться через водостоки (10). Температура повітря для заморожування пельменів складає -30 °С, швидкість руху повітря над продуктом 1,6 м/с. Випаровувачі охолоджуються від фреонового компресора.
Пельмені завантажуються через вікно (8) разом з лотками, на яких вони були відштамповані. Лотки приймають вертикальне положення і просуваються за допомогою лопатей конвеєра, роблять повний оберт навколо конвеєра і вивантажуються через вікно (9). Швидкість конвеєра регулюють за допомогою варіатора так, що пельмені знаходяться в апараті 25-30 хв. При цьому пельмені заморожуються до -14 °С.
Одночасно на конвеєрі знаходяться 125 лотків з пельменями. Під час проходження по нижній гілці конвеєра лотки з пельменями утримуються пристроями, закріпленими на лопатях конвеєра. У кінці конвеєра встановлено розвантажувальний пристрій (11), за допомогою якого лоток направляється в розвантажувальний отвір (9).
В апараті встановлено блокуючий пристрій і світловий сигналізатор, який повідомляє про несправності механізмів. Температура в камері контролюється за допомогою однопозиційного термостата, а робота двоступеневого фреонового агрегату ФДС-1М автоматично регулюється приладами (реле тиску на лінії всмоктування холодильного агенту) 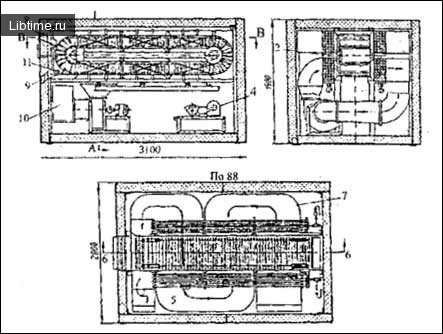
Пельменне тісто готують у фаршмішалках з гвинтовими лопатями будь-якої системи та місткості, а також в тістомісильних машинах типу "Стандарт" з відкритою місткістю 330 л. Тістомісильну машину "Стандарт" зображено на рис.3.
Основною робочою частиною тістомісильної машини "Стандарт" є вал (5) з лопаттю (6). Важіль з лопаттю (6) рухається зверху вниз, здійснюючи кругоподібні рухи при одночасному обертанні діжі (7) навколо осі (15). Одночасне обертання лопаті і діжі забезпечує добре вимішування тіста. 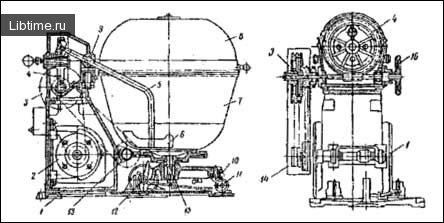
У мішалках періодичної дії тісто вимішують упродовж 25-30 хв до одержання однорідної густої маси. Температура готового тіста повинна бути 26-28 °С. Тісто для пельменів мас бути однорідним, еластичним, добре склеюватися по швах при штамповці, не розварюватися у воді. Вологість його повинна бути 38-40%.