Обладнання для виробництва напівфабрикатів котлет
Обладнання для виробництва напівфабрикатів котлет може бути представлене на прикладі котлетного автомату. Автомат котлетний АК2М-40 призначений для дозування і формування котлет з готового фаршу.
Автомат є безперервно діючою машиною. Він простий за конструкцією і легко керований при експлуатації. Дозування продукту автомат проводить за об'ємом. 
Привід автомата здійснюється від асинхронного двигуна (1), рух від якого передасться на черв'ячну пару (3) і далі через циліндричні шестерні (14, 15, 19, 21, 22, 25) – на три вертикальних валики. Перший валик передає рух шестилопатевому гвинту (34), який здійснює перемішування фаршу в завантажувальному циліндрі (35) і який протискає його у вікно (32). 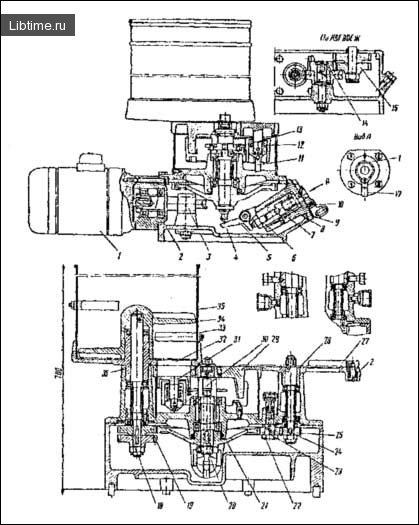
Другий валик передає рух столу (29) автомата, який має п'ять отворів для поршнів (31) у момент коли черговий отвір стола знаходиться під дном циліндра, поршень (31) опускається в крайнє нижнє положення і через вікно фарш під дією лопатевого гвинта (34) заповнює утворену комірку в столі. У подальшому русі стола кулька (30), попадаючи на піднімаючу криву (11), піднімає поршні разом з відформованою котлетою до рівня верхньої площини стола.
На третьому вертикальному валику, закріплений конвеєрний диск (28). Низ котлети при підході до диска (28) знаходиться на рівні площини стола (29), тому при дальшому обертанні стола котлета попадає на диск (зазор між нижньою поверхнею диска і верхньою поверхнею стола – 0,2 мм), з якого відцентровою силою скидається на підкладений листок.
Для очищення конвеєрного диска від частинок фаршу па кришці (36) корпуса автомата встановлено спеціальний скребок (27). Щільне прилягання скребка до конвеєрного диска забезпечується пружиною (26).
На автоматі можна формувати котлети до 100 г. Вага котлет залежить від її розміру і сорту фаршу. В свою чергу висота формуючих на автоматі котлет залежить від встановленої величини ходу поршнів. Величина ходу поршнів па автоматі встановлюється спеціальним регулятором, забезпеченим шкалою з поділками.
Відрегульований автомат забезпечує одержання котлет постійної маси (похибка у масі котлет не перевищує 5%). Для зміни ваги котлети необхідно обертати диск (16) регулятора за ручку (17). Під час обертання диска регулятора гвинт (8) пересуває шток (6), натискуючи па важіль (5). Важіль піднімає стержень (4), внаслідок чого піднімається прикріплена до стержня шайба (13), на яку спираються поршні (31) при їх нижньому положенні.
Повертаючи регулятор на одну поділку, змінюють дозу (масу котлети) на 10 г, на половину поділки – на 5 г. Продуктивність автомата 4000 котлет за годину. Принципова схема ріжучого механізму машин цього типу аналогічна схемі ріжучого механізму шпигорізок і включає ножові рамки і відрізний серповидний або дисковий ніж.


