Технология композитов
Технология композитов решает задачи получения упрочненных материалов. Слово технология происходит, от двух греческих: технэ - мастерство и логос - слово, учение. Обычно в названиях такого типа вторая часть «логия» соответствует понятию «наука».
Например, зоология - наука о животных, геология - наука о строении Земли. По аналогии, следовало бы определить технологию как науку о мастерстве.
Технология композитов – раздел технологии материалов
Но слово «наука» рядом со словом «технология» появилось сравнительно недавно. Технология обычно определяется как совокупность способов. Если речь идет о технологии материалов, то это совокупность способов получения и переработки материалов.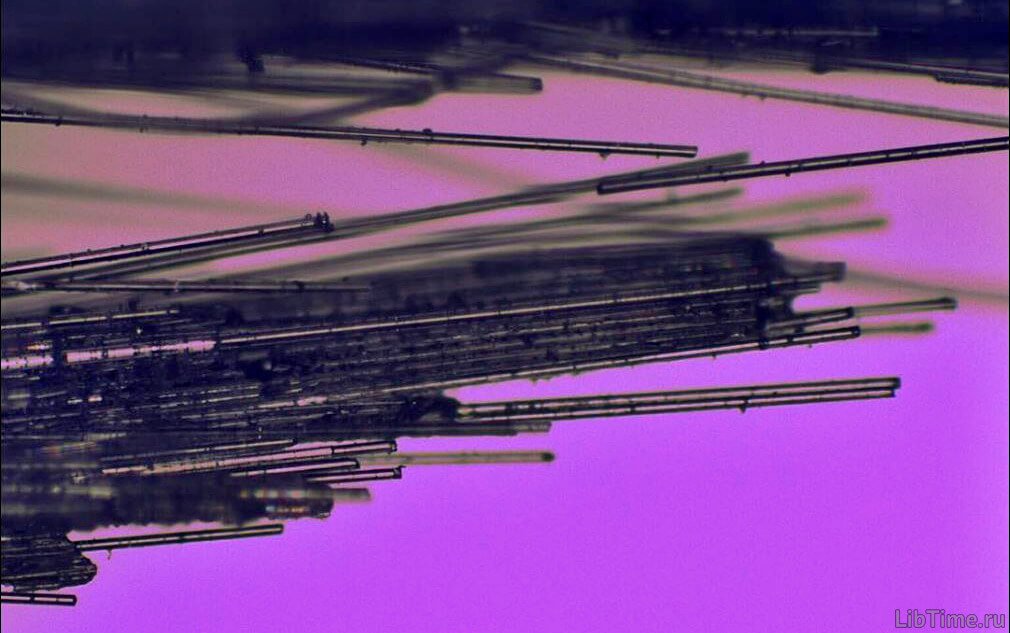
Еще несколько десятков лет назад с таким определением можно было согласиться. А сегодня оно, несомненно, требует уточнения.
Сегодня технология материалов - не только совокупность способов, но и наука о получении и обработке материалов, имеющая свою теоретическую базу (теория металлургических процессов, теория обработки давлением, теория термообработки и др.), свои методы исследования, свои принципы. И создание новых материалов немыслимо без использования ее достижений.
Но помня об этом, не следует забывать о первой части слова. Все-таки технология - это еще и мастерство. А мастерство - сродни искусству. Чтобы стать хорошим технологом, нужно кроме знаний иметь и смекалку, и изобретательность. И нужен еще талант. Впрочем, эти качества не лишние в любом деле.
В создании материалов принимают участие люди различных специальностей. Материаловеды-теоретики - это физики, химики, механики, изучающие общие закономерности поведения материалов. Материаловеды-технологи - специалисты, использующие эти закономерности для создания новых материалов и разработки методов их получения.
Они являются связующим звеном между теорией и практикой. А есть еще технологи-производственники, которые трудятся непосредственно на заводах и занимаются разработкой процессов получения изделий в промышленных условиях. Мы поговорим о работе материаловедов-технологов.
Технология композитов - задача для специалиста
Возьмем для примера специалиста по технологии композитов. Какие задачи приходится ему решать? Вот одна из них. Даны: борные волокна, намотанные на бобины; алюминий (в любом виде - листы, проволока, порошок, расплав) можно выбрать по своему усмотрению.
Требуется: соединить волокна и алюминиевую матрицу друг с другом, получив при этом высокопрочный армированный композит бороалюминиевый. Технолог должен решить, как это сделать. Чтобы разговор был более конкретным, давайте обсудим, как получить такой композит в виде листа, в котором все волокна распределены равномерно по сечению и уложены параллельно друг другу.
Решить поставленную задачу - это значит дать ответы ни три основных вопроса:
- Как обеспечить укладку волокон в заданном направлении?
- Как ввести волокна в матрицу, чтобы получить лист с требуемой структурой и свойствами?
- Как предотвратить разупрочнение и разрушение волокон в процессе изготовления материала, обеспечив в то же время прочную связь их с матрицей?
Вопрос «как?» постоянно преследует технологов. И всегда рядом с ним появляется постоянный спутник - «почему?». Ответить на вопрос «почему?» - значит, найти причину, вызывающую то или иное явление. А ответ на вопрос «как?» должен указывать способы решения поставленной задачи.
Каждый специалист, занимающийся наукой, вынужден все время искать ответы на эти вопросы, и никаких надежд избавиться от них у него нет. Только ответишь на один, появляется другой, а он в свою очередь рождает лавину новых «почему?» и «как?».
И если они перестают волновать специалиста - он перестает быть ученым. Но все-таки для технолога главное - отвечать именно на вопрос «как?». В этом его работа. Сформулированы три главных вопроса, которые нуждается в рассмотрении при решении задачи по технологии композитов. Попробуем дать на них ответы.
Как сориентировать волокна в композите
Начнем по порядку. Как сориентировать волокна в композите? Если бы они были достаточно толстыми, как стальные прутья, которыми армируют железобетон, особых проблем не возникало бы. Можно по одному уложить в специально подготовленные гнезда.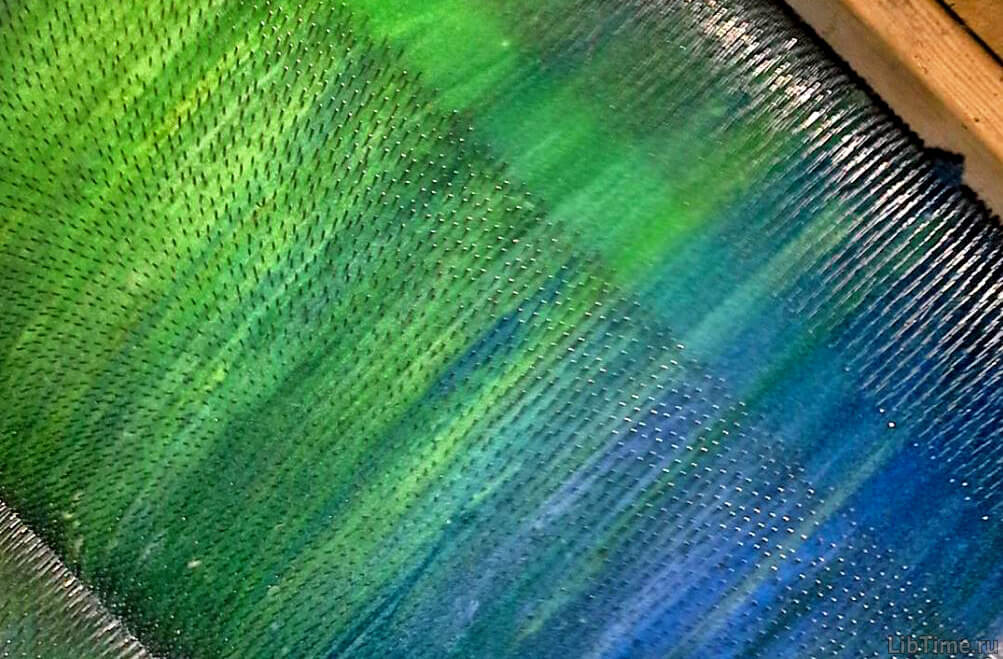
Но предстоит иметь дело с тонкими волокнами диаметром порядка 100 мкм. В листе толщиной 5 мм и шириной 500 мм их будет более 100 тысяч, укладывать вручную каждое волоконце на заранее предусмотренное для него место - задача явно нереальная. Это может выполнить машина.
Следует учитывать, что волокна не должны касаться друг друга, их нужно располагать на определенном расстоянии одно от другого, чтобы обеспечить необходимую концентрацию в матрице. Здесь можно предложить несколько вариантов, но, наверное, один из лучших - тот, который сегодня широко применяется на практике - метод намотки.
Берут цилиндрический барабан, длина окружности которого равна длине будущего листа, устанавливают на токарный станок и наматывают на него с заданным расстоянием волокна. Идея заключается в том, чтобы потом разрезать все волокна вдоль образующей цилиндра и развернуть их в плоскость, получив один слой параллельных волокон.
Длина этого слоя равна длине окружности барабана. А чтобы сохранить взаимное расположение волокон в слое, нужно до разрезки каким-то образом скрепить их друг с другом. Можно, например, промазать клеем и разрезать по образующей после того, как он высохнет. При этом клей подобрать такой, чтобы при необходимости его легко можно было удалить, скажем, выжечь, нагревая.
Как ввести волокна в матрицу
Но лучше поступить по-другому. В качестве скрепляющего средства использовать сам матричный материал. Тогда можно выполнить сразу две задачи, чтобы выдержать правильно технологию композита: зафиксировать волокна в требуемом положении и одновременно ввести их в матрицу, то есть ответить на второй основной вопрос нашей задачи.
Мысль неплохая. Но опять возникает все то же неотвязное - как? Как это сделать? Без знаний физики и химии здесь не обойдешься.
Электрохимический метод
Можно использовать электрохимический метод, нанося на барабан с намотанными на него волокнами гальваническое покрытие из матричного металла. Это не очень сложно принципиально, но:
- требует много времени,
- не все металлы можно так наносить,
- трудно обеспечить нужный состав матрицы, если речь идет о сложных сплавах.
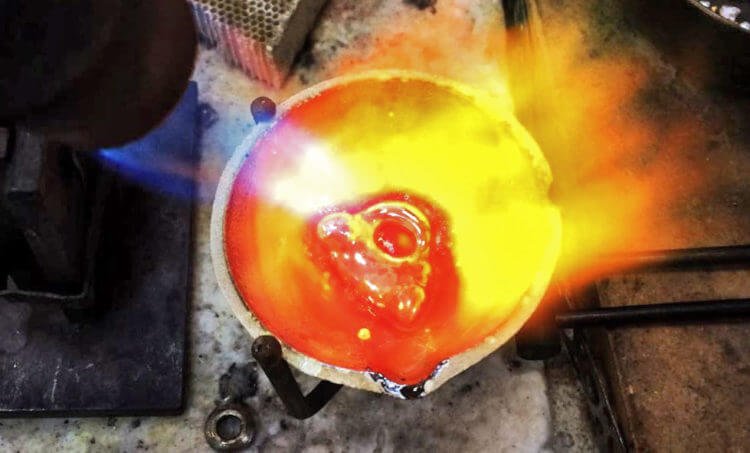
Но для некоторых композитов, например, с матрицами из меди или никеля, метод вполне приемлем. Хотя лучше бы все-таки найти что-то более универсальное. Можно придумать другой способ. Просто окунуть барабан с намотанными волокнами в расплавленный алюминий и, вынув, быстро охладить до кристаллизации. Вроде бы просто, но эта простота обманчива.
Жидкий металл будет стекать, и поэтому равномерно покрыть матрицей весь монослой не удастся. Кроме того, в ряде случаев расплавленный металл может активно взаимодействовать с самим барабаном, разъедая его поверхность и поверхность волокон, а это крайне нежелательно, так как барабан потеряет свои размеры, а волокна разупрочнятся и станут хрупкими.
Плазменное напыление покрытий
А вот наиболее подходящий вариант. Использовать плазменное напыление покрытий. При этом способе матричный материал расплавляется потоком низкотемпературной плазмы (ионизированного газа со средней температурой около 10 000 К), этим же потоком он распыляется и переносится на поверхность барабана, покрывая волокна и заполняя промежутки между ними.
Плазменный поток получают с помощью специального устройства - плазмотрона, в котором рабочий Газ (азот, аргон, водород, гелий и др.) ионизируется под действием дугового разряда. Хотя образующаяся в обычных плазмотронах плазма называется низкотемпературной, этой «низкой» температуры (10 000 К) вполне достаточно, чтобы расплавить любой из существующих в природе материалов.
Капельки расплавленного металла долетают до холодного барабана и, отдавая ему тепло, кристаллизуются, образуя равномерное покрытие на барабане, если тот равномерно вращать. Подлежащий распылению материал (в нашем случае - алюминий) обычно вводят в плазменную струю в виде порошка или проволоки. Внешне процесс нанесения плазменных покрытий напоминает окрашивание с помощью краскопульта.
Только вместо краскопульта - плазмотрон, а вместо краски - матричный сплав. В принципе не обязательно для этой цели использовать плазму, можно обойтись газовой горелкой или другим устройством, но плазменное напыление весьма удобно и его широко применяют при создании композитов. Полученный после напыления армированный монослой разрезается по одной из образующих цилиндра и разворачивается в плоскость.
Прочность покрытия достаточна, чтобы не давать волокнам сместиться относительно друг друга, но недостаточна, чтобы обеспечить высокую прочность композита. Толщина получаемых монослоев составляет обычно полтора-два диаметра волокон, то есть около 200 мкм, а нам, напомню, нужен лист толщиной 5 мм. Как быть? Опять «как?».
Прокатка монослоев
На этот раз ответ искать долго не приходится: нужно сделать слоеный пирог из полученных монослоев, то есть собрать их в пакет нужной толщины и каким-то образом уплотнить, соединив неразъемно друг с другом. Это можно сделать, например, прокаткой монослоев или горячим прессованием.
В первом случае пакет нагревают в печи и пропускают между вращающимися валками. Во время прокатки происходит соединение монослоев в монолитный материал и уплотнение матричного материала в каждом монослое, что приводит к повышению прочности матрицы и прочности ее связи с волокнами.
Горячее прессование монослоев
Иногда более целесообразно уплотнять пакеты из монослоев не прокаткой, а горячим прессованием. Для этого их укладывают в пресс-форму, длина и ширина рабочей плоскости которой соответствует размерам монослоев, и сверху прижимают пуансоном. Пресс-форма обогревается, чтобы можно было обеспечить требуемую температуру процесса. Нагретый пакет уплотняется, отсюда и название - горячее прессование.
Для того, чтобы между монослоями возникла прочная связь и чтобы все частички напыленного матричного металла сварились друг с другом, образовав монолит, нужно дать выдержку под давлением, позволив тем самым сделать свое дело диффузионным процессам. Именно эти процессы вместе с давлением обеспечивают высокие механические свойства нашего слоеного пирога.
Вот почему такой способ получения композитов иногда называют диффузионной сваркой.
Технология композитов в виде прутка или сложного профиля
Применительно к поставленной задаче мы ответили на второй вопрос - как ввести волокна в матрицу. А как быть, если нужно получить композит в виде прутка или сложного профиля? Очередное «как». Можно снова прибегнуть к прокатке пакетов из монослоев, только не в гладких валках, а в калиброванных, то есть имеющих специальные вырезы, которые соответствуют требуемой конфигурации.
А можно применить так называемые жидкофазные методы, когда матрица в процессе получения композита находится в жидком состоянии. Волокна, сматываясь с катушек (число катушек равно числу волокон в композите), проходят, не касаясь друг друга, через ванну с расплавленным матричным металлом, смачиваются им и поступают в фильеру, которая формирует пруток нужного сечения.
После этого пруток охлаждается, металл матрицы затвердевает, образуя с волокнами композиционный материал. Таким способом можно получать прутки самых разнообразных профилей. Изделия сложного профиля, например лопатки турбин, удобно получать методом пропитки.
В литейную форму, рабочая полость которой соответствует форме лопатки, укладывают волокна (как это сделать - отдельный вопрос, который мы рассматривать сейчас не будем, но сделать это можно, хотя и не просто), а затем в форму заливают жидкий матричный металл. Промежутки между волокнами обычно небольшие, и расплавленному металлу заполнить их трудно, а заполнить нужно, причем как можно быстрее, чтобы волокна не успели раствориться в матрице.
Поэтому в большинстве случаев пропитку осуществляют под давлением. Литейную форму вакуумируют, а жидкий металл поступает в нее под атмосферным давлением. Как правило, перепада давлений в одну атмосферу достаточно для быстрой и надежной пропитки. Но это только в случае, когда волокна смачиваются расплавленным матричным металлом.
Если этого не происходит, нужно принимать меры. Например, углеродные волокна не смачиваются жидким алюминием, поэтому получить угле-алюминий, просто пропитывая графитовые нити алюминием, не удается. Но если предварительно покрыть эти нити тончайшим слоем хрома или никеля (достаточно нанести покрытие толщиной один микрометр), которые хорошо смачиваются алюминием, пропитка будет обеспечена и композит получить можно.
Основное занятие технолога - отвечать на вопрос «как?». Как сделать? Правильные ответы на этот вопрос можно дать, если известны ответы на вопрос «почему?». Если представить себе автомеханика, который умеет закручивать болты и гайки, но не знает устройства автомобиля. Грош ему цена. Так же и технолог, не понимающий физики процессов, происходящих при получении материала,- неполноценный специалист.
Например, технолог знает, что во многих случаях после нагрева композит разупрочняется. Сразу возникает задача - как с этим бороться? Этот вопрос аналогичен третьему «как?», поставленному в начале беседы. А чтобы решить эту задачу, нужно знать, почему происходит разупрочнение композита. Ответ на эти вопросы и дает технология композита.