Машини для подрібнення м’яса
Основні види машин для подрібнення м'яса: вовчки, шпигорізки, фаршмішалки та кутери. 
Призначення, класифікація, будова і принципи дії вовчків
Вовчки – (Рис. 1.) призначені для подрібнення як замороженого, так і не замороженого м'яса, жировміщуючої продукції та іншої сировини. У більшості цих машин передбачена механізована подача сировини в їх робочу зону.
Деякі вовчки мають спрощену конструкцію – сировина подається в них самопливом за рахунок різниці рівнів. Основним вузлом вовчка є ріжучий механізм, який працює, за принципом ніж – решітка.
Ріжучий механізм може мати одну, дві, три і чотири ріжучі площини залежно від ступеня подрібнення. Продуктивність вовчка залежить від тиску в робочій частині, швидкості обертання ножів, числа ріжучих лез і площини контакту ножів та решіток.
За способом подачі сировини на робочий шнек вовчки бувають без примусової і з примусовою подачею. Вовчки бувають з горизонтальними і похилими циліндрами. 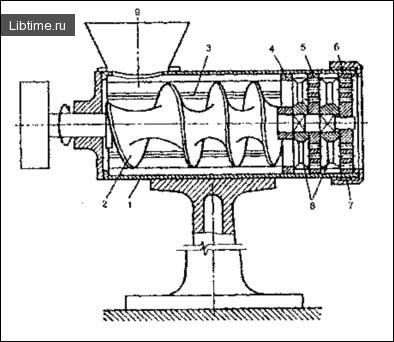
У корпусі вовчка розташована робоча камера це нерухомий пустотілий циліндр, всередині якого є ребра, що не дають продукту повертатись навколо шнека.
Гальмуюча дія ребер залежить від їх кількості, висоти і їх форми. Для просування сировини в робочій камері, подачі її до ножів і проштовхування через ножові решітки – служить шнек з корком, що зменшується в бік ріжучої частини.
Механізм подрібнення вовчків
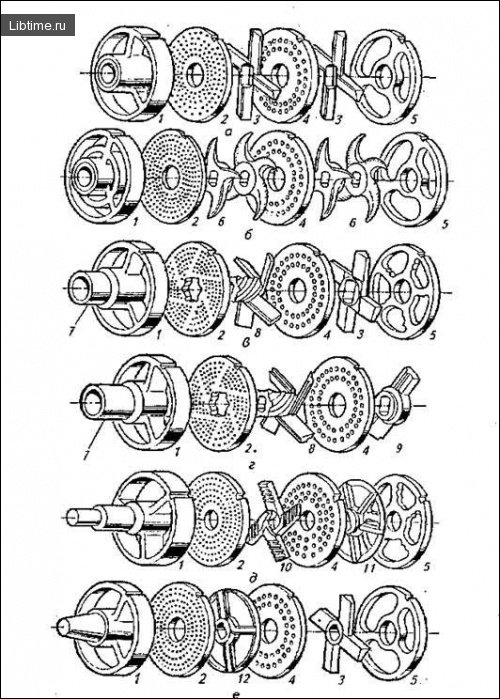
Особливістю роботи шнека є створення ним тиску достатнього для просування м'яса через ріжучий механізм без витискання продукту рідкої фази. Ріжучий механізм вовчка складається з нерухомої підрізної решітки, рухомих хрестоподібних ножів і нерухомих ножових решіток з різним діаметром отворів і зажимної гайки.
Найбільше розповсюдження отримали решітки діаметром 160 і 200 мм. Для правильної роботи ріжучого механізму необхідне щільне затягнення ножів і решіток.
Для цього гайку спочатку затягують до підказу ключем, а потім відпускають на 0.25 ... 0,33 обороти. Привід вовчків виконують від електродвигуна, через клинопасову передачу, і як правило циліндричний редуктор. Решітки застосовують різним діаметром отворів, які визначають ступінь подрібнення.
Діаметр отворів решіток зменшується в напрямку руху продукту. Подрібнення проходить послідовно від більших розмірів до менших без зайвих витрат енергії і зниження продуктивності.
Вовчок складається із завантажувальної чаші, куди поступає сировина; подаючого пристрою (спіралі і черв'яка), електродвигуна, металічного кожуха, ріжучого механізму і затяжної гайки.
Вовчок працює наступним чином: м'ясо через завантажувальний отвір попадає в горловину і звідти шнеком проштовхується в робочу камеру, де розміщуються ножі і решітки. Тиском, що створює шнек, м'ясо протискується через отвори приймальної решітки і виходить із вовчка у подрібненому вигляді.
Вовчок К7–ФВП–82 призначений для безпосереднього подрібнення безкісткового жилуватого м'яса і інших м'ясних виробів. Вовчок застосовують на м'ясокомбінатах та інших м'ясопереробних підприємствах.
Технічна продуктивність вовчка 175–350 кг/год. Вовчок К7–ФВП–82 (рис.2) складається з таких складових частин: станини (4), зварної конструкції, на якій розміщені всі механізми і привід, завантажувальної чаші (1) для приймання подрібненої сировини.
Привід робочого шнека складається з електродвигуна (5), редуктора (6), клинопасової передачі (7). Захисно–пускова апаратура, яка розміщена в ящику електродвигуна, встановлюється в зручному для обслуговування місці (рекомендується розміщувати на стіні).
Працює даний вовчок наступним чином: безкісткове жилувате м'ясо завантажується в приймальну чашу вовчка і подається на робочий шнек (2), який переміщує його в зону різання (3), де відбувається його подрібнення до необхідної величини, яка забезпечується шляхом установки відповідного набору ножів і ножових решіток.  Рисунок 2 - Загальний вигляд вовчка К7–ФВП–82: 1 – завантажувальна чаша; 2. – робочий шнек; 3 – ріжучий механізм; 4 – станина; 5 – електродвигун; 6 – редуктор; 7 – клинопасова передача.
Рисунок 2 - Загальний вигляд вовчка К7–ФВП–82: 1 – завантажувальна чаша; 2. – робочий шнек; 3 – ріжучий механізм; 4 – станина; 5 – електродвигун; 6 – редуктор; 7 – клинопасова передача. 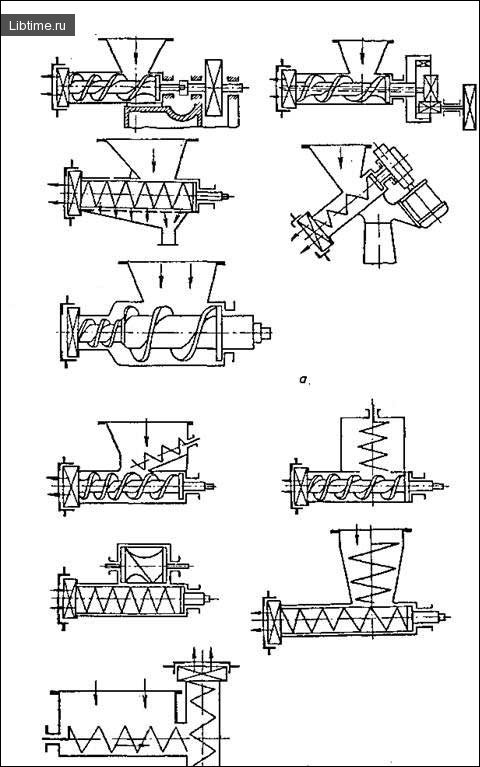
Шпигорізки використовують у промисловості для нарізання шпику або вареного м'яса на кубики. Залежно від розміщення живильника шпигорізки бувають горизонтальними і вертикальними; ножі в перших двох площинах розрізу можуть бути дискові або пластинчасті.
На виході шпику встановлюють серповидні ножі з внутрішньою ріжучою кромкою. Пластинчасті ножі вимагають встановлення живильного механізму, так як дискові забезпечують самовтягування шпику. Шпигорізи бувають з гідравлічним і механічним приводом. 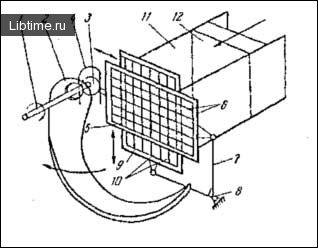
Робоча частина шпигорізок (Рис.5) включає привідний вал (1) з серповидним ножем (2) і ексцентриковим кулаком (3), розміщеному в захваті вилки (4). Остання з'єднана з рамою (5), що несе плоскі ножі (6), а через кутовий важіль (7), що коливається навколо осі (8), що зв'язана з другою рамою (9), забезпеченою ножами (10).
Ріжучий механізм встановлений в коробі (11), в якому переміщується штовхач (12), що одержує безперервний або пульсовий рух від механізму подачі. Два розміри нарізаних кусочків визначаються відстанню між плоскими ножами, встановленими в рамках; третій – величиною подачі на один оберт серповидного ножа.
Пульсуюча подача шпику під серповидні ножі доцільна. У механічних передачах вона здійснюється за допомогою крановика або апарата Боша; в гідропередачах використовують подачу масла із запізненням.
Шпигорізка К7–ФГШМ призначена для нарізання шпика на, кубики 4x4x4мм ; 6х6х6 мм ; 8х8х8 мм ; 12x12x12 мм. Шпигорізка застосовується на м'ясопереробних підприємствах.
Технічна продуктивність даної шпигорізки при подрібнені шпика на кубики розміром 6х6х6 мм не менше 150 кг/год. Шпигорізка К7–ФГШМ складається (Рис.6) із зварної станини (1), на якій змонтовані основні вузли: стіл (9), короб (2), корпус (3), привід (4), ножовий механізм (5), пульт керування (7), гідросистема.
Короб призначений для подачі шпику в зону різання. Подача здійснюється за допомогою штовхача (15), з'єднаного безпосередньо з штоком гідроциліндра (16). До короба кріпиться стіл (9), який має прохідну місткість, що заповнюється шпиком.
Заслінкою (10) вручну перекривають місткість короба. Блокування заслінкою виключає рух штовхача при її відкритому положенні. 
На стінці корпуса (3) кріпиться два підшипникових вузли, в одому з яких розміщується вал, який передає обертання на відрізний ніж (11) і ексцентриковий механізм.
Ексцентриковий механізм передає рух шатуну (14), що встановлений на осі другого підшипникового вузла. Шатун (14) приводить у зворотно–поступальний рух ножові рамки, розміщені у взаємоперпенди–кулярних площинах.
Принцип роботи шпигорізки
Шпик, завантажений в короб, закритий зверху заслінкою, подається штовхачем у зону різання, де за допомогою двох рухомих у взаємо–перпендикулярних площинах ножових рамок і серповидного ножа, подрібнюється на кубики.
Коли штовхач, після натискання на кнопку "Подача", проходить у крайнє положення до ножових рамок, спрацьовує блокування, а штовхач автоматично повертається у вихідне положення.
За допомогою спрацювання блокування загорається сигнальна лампа, встановлена па пульті керування, яка свідчить про завершення циклу. Блокування забезпечують два кінцеві вимикачі, встановлені на станині під штангою штовхача. 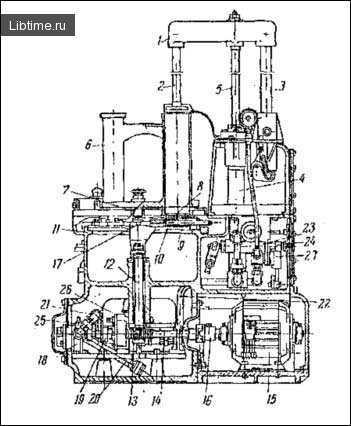
У вертикальній шпигорізці з гідравлічним живленням (рис.7) гідроциліндр і шток штовхача з'єднані пластиною (1), а для запобігання вигину штока (2) штовхача, до пластини прикріплений стержень (3), ковзаючий по напрямних. У силовому циліндрі (4) розміщені поршень і шток (5).
Штовхач входить у робочу секцію поворотного короба (6), а друга його секція знаходиться під завантаженням; короб повертається вручну навколо осі (7). Ріжучий механізм складається з верхньої (8) і нижньої (9) рамок з плоскими ножами і серповидного ножа (10), вільний кінець якого забезпечений сухарем, що ковзає по напрямних (11).
Серповидний ніж встановлений на валу (12) черв'ячного колеса (13), з'єднаного з черв'яком, змонтованим на валу (14), що обертається від електродвигуна (15) через муфту (16). Рамки приводяться в рух ексцентрично, встановленим на валу (12) пальцем (17).
Масло в систему нагнітається насосом (18), що одержує оберти від вала (14) через муфту (19). До насоса підключені всмоктуючі (20) і нагнітальні (21), (22) труби, на яких передбачені золотник (23), регулюючий пробковий кран (24) і два запобіжних клапани (25) і (26).
Крім того, машина забезпечена рукояткою для включення системи і перемикачем (27). Для вимішування фаршу, надання йому відповідної консистенції використовують фаршмішалки. Залежно від потужності потоку використовують фаршмішалки періодичної і безперервної дії, а також бувають фаршмішалки відкритого або закритого типу (для перемішування під надлишковим тиском або вакуумом). 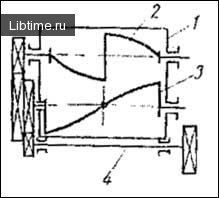
Кожна фаршмішалка складається з місткості (1) (рис.8), у якій встановлені дві зустрічно–обертаючі гвинтові лопаті (2) і (3), що приводяться в рух валом (4).
Гвинтові або інші лопаті підбираються так, щоб під час їх обертання маса подавалась від краю до центру, а знизу потік був зворотнім (імітується ручне вимішування). По числу обертів лопать (3), зі сторони обслуговування, обертається повільніше в 1,3.–.2 рази, ніж лопать (2).
Фаршмішалка Л5–ФМ2–У–150 (рис.9) призначена для перемішування м'ясного фаршу до потрібної консистенції з усіма компонентами, які передбачені рецептурою і технологічним процесом виготовлення ковбасних виробів. Продуктивність фаршмішалки і 100 кг/г.  Рисунок 9 - Загальний вигляд фаршмішалки Л5–ФМ2–У–150: 1 – зрівноважуваний механізм; 2 – механізм керування; 3 – кришка; 4 – бункер для фаршу; 5 – ручка для вивантаження фаршу; 6 – захват; 7 – бункер для вивантаження фаршу
Рисунок 9 - Загальний вигляд фаршмішалки Л5–ФМ2–У–150: 1 – зрівноважуваний механізм; 2 – механізм керування; 3 – кришка; 4 – бункер для фаршу; 5 – ручка для вивантаження фаршу; 6 – захват; 7 – бункер для вивантаження фаршу
Склад фаршмішалки Л5–ФМ2–У–150
Фаршмішалка Л5–ФМ2–У–150 складається із станини, змішувального корита, приводу шнеків, механізму завантаження, вивантажувального люка і електрообладнання. Перемішування фаршу виконується змішувальними тисками в кориті, яке закрите захисного решіткою.
Процес завантаження і вивантаження фаршу механізований. Для забезпечення безпечної експлуатації передбачено блокування змішувальних шнеків при відкритій кришці і при знятті загородження на вивантажувальних люках. Керування фаршмішалкою здійснюється одним робітником.
На фаршмішалці встановлені два асинхронних трифазних коротко-замкнених електродвигуни. Для тонкого подрібнення м'яса найбільшого поширення одержали кутери. 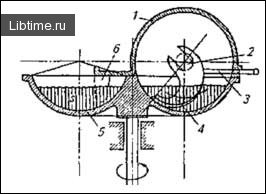
Кутери
Кутери призначені для тонкого подрібнення м’ясної м’якої сировини і перетворення її в однорідну гомогенну масу. До подачі в кутер сировину попередньо подрібнюють на вовчку, але окремі конструкції кутерів мають пристосування для подрібнення шматкової сировини.
Кутери бувають періодичної і безперервної дії. М’ясна сировина в кутерах подрібнюється за допомогою серповидних ножів, встановлених на валу. Ножі поперемінно занурюються в чашу, що рухається з частотою до 0,3 с-1 .
Подрібнення відбувається у відкритих чашах або під вакуумом. Крім того в кутерах поєднуються процеси подрібнювання і змішування.
На малюнку 11 показана схема кутера періодичної дії. Він складається з відкритої чаші, ріжучого механізму, включаючий привідний вал і серповидні ножі, із гребінки і кришки, закриваючої робочу зону кутера. До кришки прикріплені скребки, які розташовані по зовнішній і внутрішній частинах продукту, що знаходиться в чаші.
Вони направляють продукт під ріжучий механізм при обертанні чаші, який являє собою комплект серповидних ножів, закріплених в ножовій головці. Число ножів в комплекті для кутерів періодично дії складає не менше двох, і обертаються вони з частотою до 100 с-1 і більше.
Ножі кутера можуть мати ріжучу фаску у вигляді прямої лінії з заточуванням у вигляді клину або мало зігнутої лінії. Вибір ножа з формою заточування ріжучої фаски визначається вимогами якості подрібнення продукту і енергетичними затратами.
При існуючих формах заточування ножів перевагу віддають асиметричному клину з кутом при вершині 15 – 30°. Чашу кутерів завантажують вручну або завантажувальними пристроями (підйомниками з напольними візками). Основний показник технічної характеристики кутера – місткість чаші.
Для малих підприємств використовують кутери з чашою від 15 до 125 л, на великих – більше 125 л. Кутер Л5–ФКН (рис.12) призначений для тонкого подрібнення м'яса при виробництві напівкопчених, сирокопчених, ліверних ковбас, сосисок і сардельок, паштетів із м'яса, риби і птиці.
Кутер складається з станини, чаші, подрібнювального механізму, вивантажувача, захисної кришки і електроприводу. На станині кріплять привідні і технологічні вузли. Подрібнювальний механізм має ножовий вал, на консольній частині якого змонтована втулка з серповидними ножами, встановленими за допомогою кілець.
Механізм вивантаження фаршу змонтований па кронштейні, що кріпиться до нижньої частини станини. Робочим його органом є алюмінієва тарілка, яка приводиться в рух від електродвигуна через черв'ячний редуктор. Механізм вивантажувача вільно гойдається па спеціальній осі.
У піднятому положенні вивантажувач фіксується за рахунок власної маси. Вал вивантажувача проходить над робочим простором чаші через трубу, яка одним кінцем з'єднана нерухомо з корпусом редуктора вивантажувача, на другому закріплений металічний скребок для видалення фаршу з зовнішньої поверхні тарілки і направлення його в лоток.
Електродвигун механізму вивантажувача включається і виключається автоматично: при піднятій тарілці він не працює і включається тільки після її опускання в чашу машини. Повного спорожнення чаші механізм вивантаження не дає, потрібна додаткова ручна зачистка.  Рисунок 12- Кінематична схема кутера Л5–ФКН: 1, 2, 7 – електродвигуни; 3,4 – клинопасові передачі; 5,6 – черв'ячні редуктори; 8 – вивантажувач; 9 – ножовий вал; 10 – чаша.
Рисунок 12- Кінематична схема кутера Л5–ФКН: 1, 2, 7 – електродвигуни; 3,4 – клинопасові передачі; 5,6 – черв'ячні редуктори; 8 – вивантажувач; 9 – ножовий вал; 10 – чаша.
Захисна кришка забезпечує безпечні умови праці і запобігає викиданню з чаші переробленої сировини. Внизу до кришки кріплять спеціальні скребки, направляючи подрібнювальну сировину під ножі. У чашу сировину завантажують при включеній машині. Сировина подається на ножі обертанням чаші.
Тривалість процесу обробки фаршу в кутері залежить від сорту м'яса, ступеня його попереднього подрібнення, коефіцієнта завантаження чаші, відстані між крайніми ножами і чашею (мінімально 2 мм), числа ножів і частоти їх обертання.
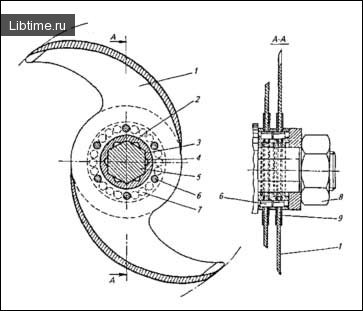
Ножі збирають у строгій послідовності таким чином, щоб крайні точки їх країв описували в діаметральному перерізі коло одного діаметру. Цим досягається балансування ножової головки.